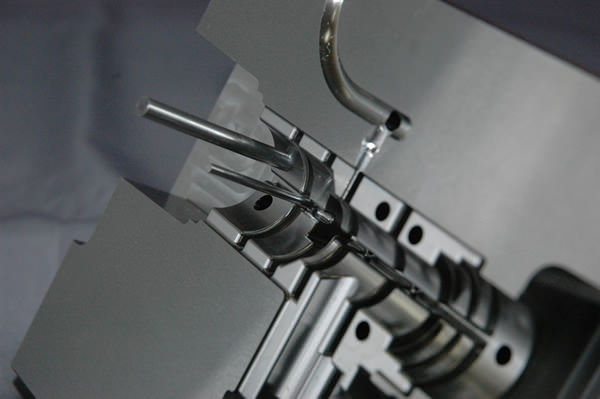
プラスチック金型へのエジェクタピン穴加工
加工内容
| 被削材 |
STAVAX HRC52±2 |
| クーラント |
水溶性切削油 |
加工条件1
| 使用工具 |
トグロンハードSP |
| Van code |
90TGHSP3CBALD |
| 用途 |
位置決め加工 |
| 比較工具 |
なし |
| 加工径 |
φ2.5mm |
| 加工深さ |
1mm |
| 切削速度 |
25m/min |
| 回転数 |
3200min-1 |
| 送り量 |
0.04mm/rev |
| 送り速度 |
128mm/min |
加工条件2
| 使用工具 |
トグロンハードロングドリル |
| Van code |
TGHDL2CBALT |
| 用途 |
貫通穴あけ加工 |
| 比較工具 |
なし |
| 加工径 |
φ2mm |
| 加工深さ |
40mm |
| 切削速度 |
25m/min |
| 回転数 |
4000min-1 |
| 送り量 |
0.04mm/rev |
| 送り速度 |
160mm/min |
| ステップ量 |
0.5mm |
加工条件3
| 使用工具 |
トグロンハードロングドリル |
| Van code |
TGHDL4CBALT |
| 用途 |
貫通穴あけ加工 |
| 比較工具 |
なし |
| 加工径 |
φ4mm |
| 加工深さ |
40mm |
| 切削速度 |
25m/min |
| 回転数 |
2000min-1 |
| 送り量 |
0.06mm/rev |
| 送り速度 |
120mm/min |
| ステップ量 |
0.5mm |
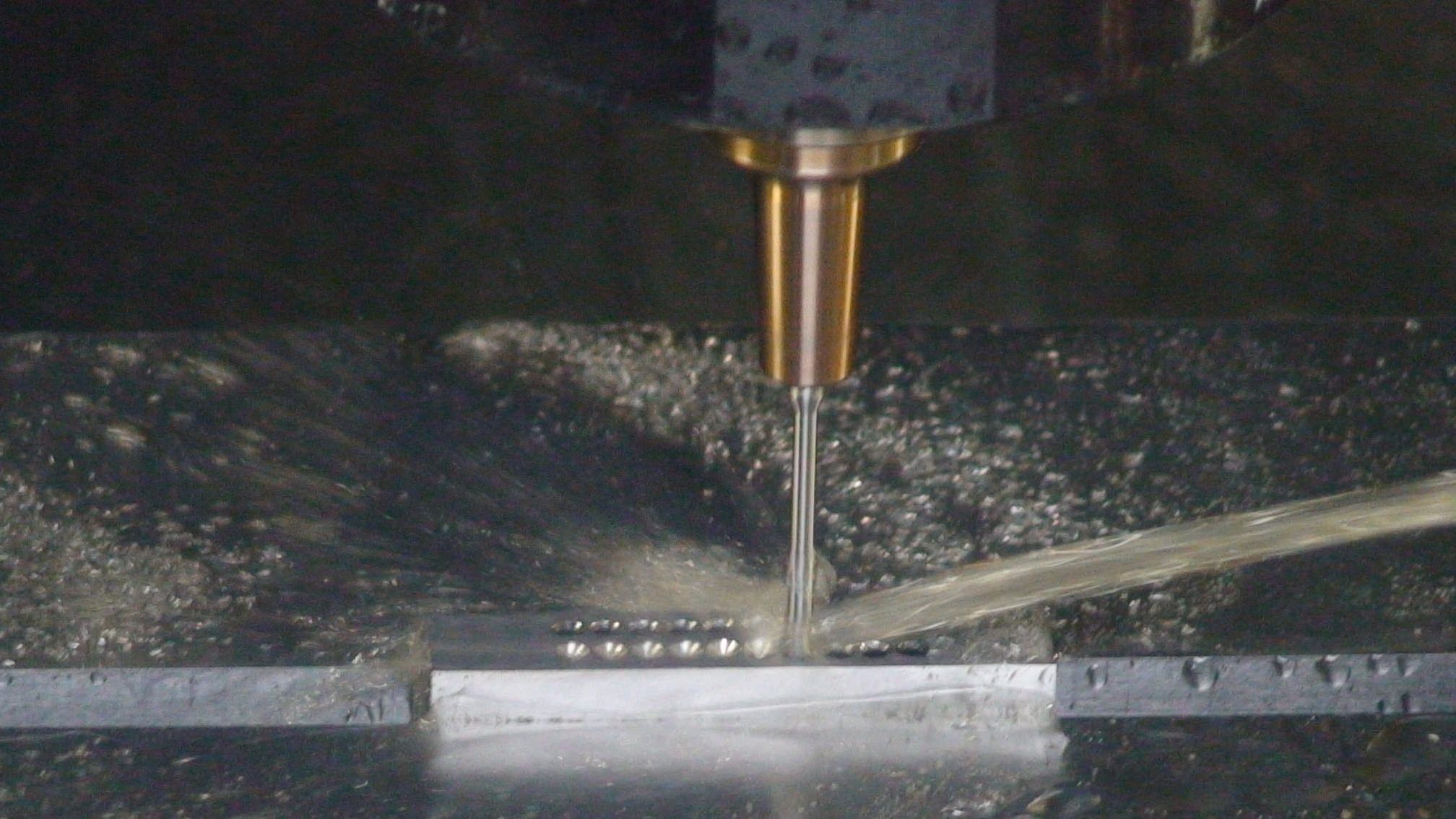
検証結果
プラスチック金型用のプリハードン鋼に
切削でエジェクタピン穴の加工ができた。
●1穴加工時間80秒以下
●加工機:V33i 牧野フライス製作所



 日本語
日本語 English
English