Drilling in acrylic glass
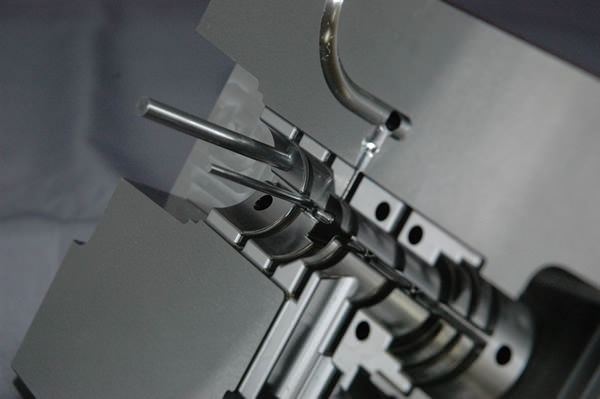
Machining setup
| Work material | Acrylic glass |
|---|---|
| Coolant | Oil mist |
Machining conditions 1
| Tool used | Gun barrel drill |
|---|---|
| Van code | SHD3.0CB |
| Process | Blind hole drilling |
| Coparisson tool | none |
| Diameter | φ3mm |
| Drilling depth | 9mm |
| Cutting speed | 3m/min |
| Spindle speed | 300min-1 |
| Feed amount | 0.01mm/rev |
| Feed speed | 3mm/min |
Machining conditions 2
| Tool used | Gun barrel drill |
|---|---|
| Van code | SHD1.5CB |
| Process | Blind hole drilling |
| Comparisson tool | none |
| Diameter | φ1.5mm |
| Drilling depth | 4.5mm |
| Cutting speed | 3m/min |
| Spindle speed | 600min-1 |
| Feed amount | 0.005mm/rev |
| Feed speed | 3mm/min |
Test result
The holes could be drilled in one step leaving no marks on the hole’s surface.