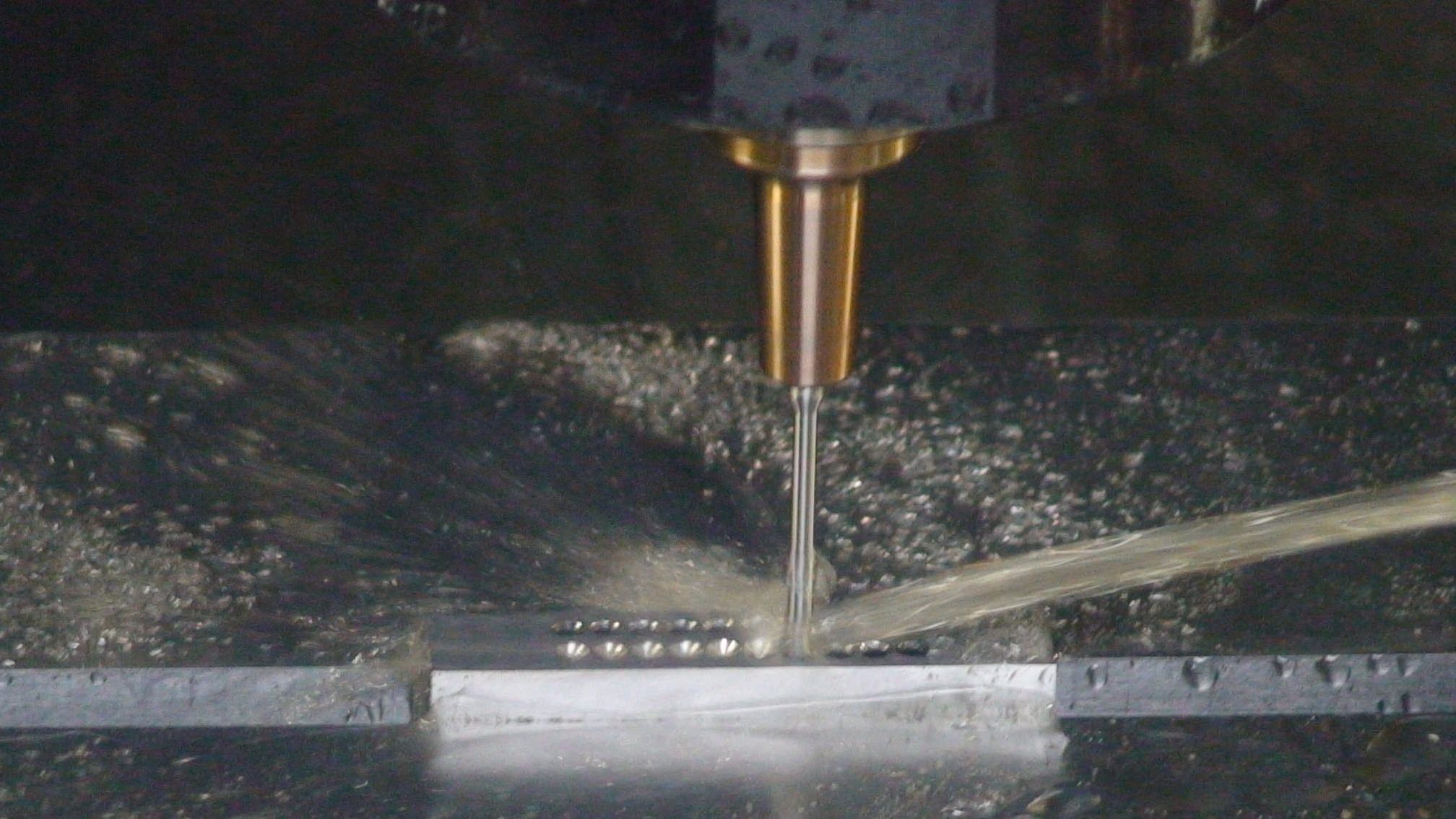
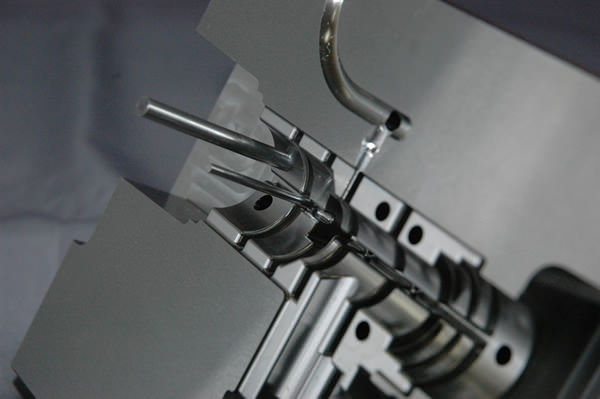
Ejector pin hole drilling in plastic mold (HRC52)
Machining conditions
| Work material | STAVAX HRC52±2 |
|---|---|
| Coolant | water soluble cutting oil |
Machining process 1
| Tool used | TOGLON HARD SP |
|---|---|
| Van code | 90TGHSP3CBALD |
| Process | Spot drilling |
| Comparisson tool | none |
| Diameter | φ2.5mm |
| Drilling depth | 1mm |
| Cutting speed | 25m/min |
| Spindle speed | 3200min-1 |
| Feed amount | 0.04mm/rev |
| Feed speed | 128mm/min |
Machining process 2
| Tool used | TOGLON Hard Long Drill |
|---|---|
| Van code | TGHDL2CBALT |
| Process | Through hole drilling |
| Comparisson tool | none |
| Diameter | φ2mm |
| Drilling depth | 40mm |
| Cutting speed | 25m/min |
| Spindle speed | 4000min-1 |
| Feed amount | 0.04mm/rev |
| Feed speed | 160mm/min |
| Step length | 0.5mm |
Machining process 3
| Tool used | TOGLON Hard Long Drill |
|---|---|
| Van code | TGHDL4CBALT |
| Process | Through hole drilling |
| Comparisson tool | none |
| Diameter | φ4mm |
| Drilling depth | 40mm |
| Cutting speed | 25m/min |
| Spindle speed | 2000min-1 |
| Feed amount | 0.06mm/rev |
| Feed speed | 120mm/min |
| Step length | 0.5mm |
Test result
The ejector pin hole could be drilled into the pre-hardened steel without problems.