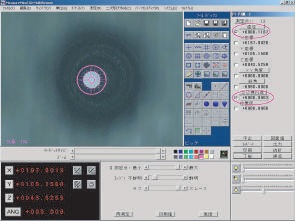
極小径ダイヤモンド電着工具JITの加工例
加工内容
| 被削材 | ジルコニア |
|---|
加工条件1
| 使用工具 | JIT0.1D1000 |
|---|---|
| 加工方法 | φ0.115の抜け穴荒加工(ヘリカル補間) 半径φ0.0075の円弧運動をさせながらZ軸の切り込みで切削 |
| 加工深さ | 0.5mm |
| 切削速度 | 11m/min |
| 回転数 | 35,000min-1 |
| 送り量 | 0.0000043mm/rev |
| 送り速度 | 1.5mm/min |
| 切り込み | 0.002mm |
加工条件2
| 使用工具 | JIT0.1D4000 |
|---|---|
| 加工方法 | φ0.12抜け穴仕上加工(チョッピング) 高速でZ軸を往復させながらX-Yの切り込みで加工 |
| 加工深さ | 0.5mm |
| 切削速度 | 11m/min |
| 回転数 | 35,000min-1 |
| 送り量 | 0.0000029mm/rev |
| 送り速度(X-Y軸方向) | 1mm/min |
| 切り込み(X-Y軸方向) | 0.001mm |
| チョッピング速度(Z軸方向上下送り) | 1,000mm/min |
検証結果
●面粗度・真円度0.5μmが、ずば抜けて良好。