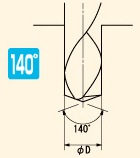
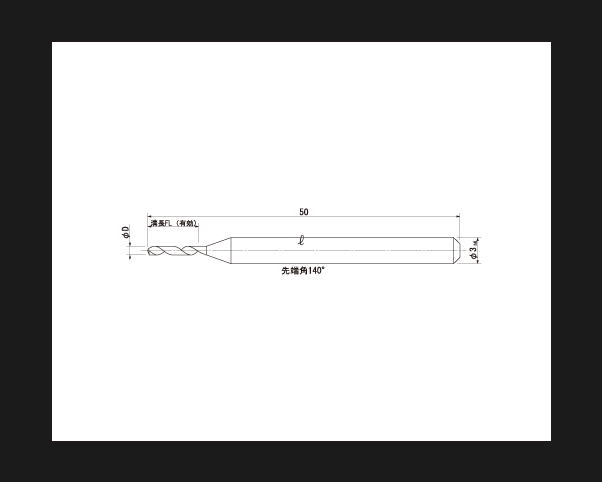
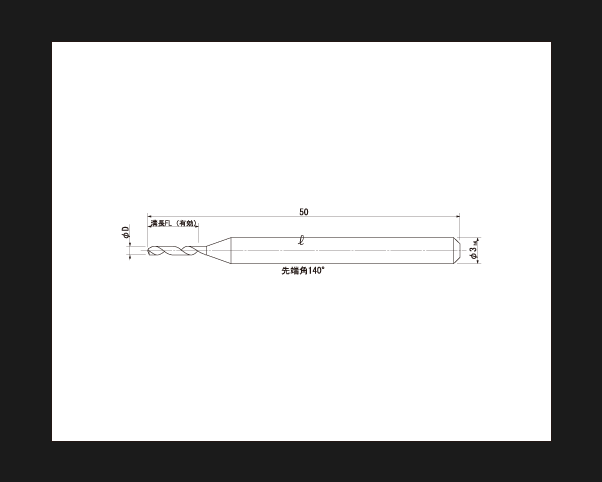
段付形状等の製作もOK! ねじれ半月ドリル

- アルミ・真鍮・樹脂に最適
- 強ねじれ設計により、バリの発生を劇的に減少
- 従来のドリルに対し、切れ粉のはけ、切削性、寿命を大幅に向上
- 1枚刃設計により抜群の加工精度
![]()
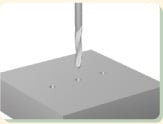
穴加工





単位/寸法:mm 価格:円
| VAN Code No. | 直径 φD |
有効溝長FL | 在庫 Stock |
|---|---|---|---|
| SHD0.1CB | 0.1 | 0.6 | ● |
| SHD0.11CB | 0.11 | 0.6 | ● |
| SHD0.12CB | 0.12 | 0.7 | ● |
| SHD0.13CB | 0.13 | 0.7 | ● |
| SHD0.14CB | 0.14 | 0.7 | ● |
| SHD0.15CB | 0.15 | 0.9 | ● |
| SHD0.16CB | 0.16 | 0.9 | ● |
| SHD0.17CB | 0.17 | 1 | ● |
| SHD0.18CB | 0.18 | 1 | ● |
| SHD0.19CB | 0.19 | 1 | ● |
| SHD0.2CB | 0.2 | 1.2 | ● |
| SHD0.21CB | 0.21 | 1.2 | ● |
| SHD0.22CB | 0.22 | 1.2 | ● |
| SHD0.23CB | 0.23 | 1.2 | ● |
| SHD0.24CB | 0.24 | 1.2 | ● |
| SHD0.25CB | 0.25 | 1.5 | ● |
| SHD0.26CB | 0.26 | 1.5 | ● |
| SHD0.27CB | 0.27 | 1.5 | ● |
| SHD0.28CB | 0.28 | 1.5 | ● |
| SHD0.29CB | 0.29 | 1.5 | ● |
| SHD0.3CB | 0.3 | 1.8 | ● |
| SHD0.31CB | 0.31 | 1.8 | □ |
| SHD0.32CB | 0.32 | 1.8 | □ |
| SHD0.33CB | 0.33 | 1.8 | □ |
| SHD0.34CB | 0.34 | 1.8 | □ |
| SHD0.35CB | 0.35 | 2.1 | ● |
| SHD0.36CB | 0.36 | 2.1 | □ |
| SHD0.37CB | 0.37 | 2.1 | □ |
| SHD0.38CB | 0.38 | 2.1 | □ |
| SHD0.39CB | 0.39 | 2.1 | □ |
| SHD0.4CB | 0.4 | 2.4 | ● |
| SHD0.41CB | 0.41 | 2.4 | □ |
| SHD0.42CB | 0.42 | 2.4 | □ |
| VAN Code No. | 直径 φD |
有効溝長FL | 在庫 Stock |
|---|---|---|---|
| SHD0.43CB | 0.43 | 2.4 | □ |
| SHD0.44CB | 0.44 | 2.4 | □ |
| SHD0.45CB | 0.45 | 2.7 | ● |
| SHD0.46CB | 0.46 | 2.7 | □ |
| SHD0.47CB | 0.47 | 2.7 | □ |
| SHD0.48CB | 0.48 | 2.7 | □ |
| SHD0.49CB | 0.49 | 2.7 | □ |
| SHD0.5CB | 0.5 | 3 | ● |
| SHD0.6CB | 0.6 | 3.6 | ● |
| SHD0.7CB | 0.7 | 4.2 | ● |
| SHD0.8CB | 0.8 | 4.8 | ● |
| SHD0.9CB | 0.9 | 5.4 | ● |
| SHD1.0CB | 1 | 6 | ● |
| SHD1.1CB | 1.1 | 6.6 | ● |
| SHD1.2CB | 1.2 | 7.2 | ● |
| SHD1.3CB | 1.3 | 7.8 | ● |
| SHD1.4CB | 1.4 | 8.4 | ● |
| SHD1.5CB | 1.5 | 9 | ● |
| SHD1.6CB | 1.6 | 9.6 | ● |
| SHD1.7CB | 1.7 | 10.2 | ● |
| SHD1.8CB | 1.8 | 10.8 | ● |
| SHD1.9CB | 1.9 | 11.4 | ● |
| SHD2.0CB | 2 | 12 | ● |
| SHD2.1CB | 2.1 | 12 | ● |
| SHD2.2CB | 2.2 | 13.2 | ● |
| SHD2.3CB | 2.3 | 13.2 | ● |
| SHD2.4CB | 2.4 | 14.4 | ● |
| SHD2.5CB | 2.5 | 14.4 | ● |
| SHD2.6CB | 2.6 | 15.6 | ● |
| SHD2.7CB | 2.7 | 15.6 | ● |
| SHD2.8CB | 2.8 | 16.8 | ● |
| SHD2.9CB | 2.9 | 16.8 | ● |
| SHD3.0CB | 3 | 16.8 | ● |
Stock ● … 標準在庫品 Stock □…特定商社在庫品
単位/寸法:mm 価格:円
| VAN Code No. | 直径 φD |
有効溝長FL | 在庫 Stock |
|---|---|---|---|
| SHD0.1CBDLC | 0.1 | 0.6 | ● |
| SHD0.11CBDLC | 0.11 | 0.6 | ● |
| SHD0.12CBDLC | 0.12 | 0.7 | ● |
| SHD0.13CBDLC | 0.13 | 0.7 | ● |
| SHD0.14CBDLC | 0.14 | 0.7 | ● |
| SHD0.15CBDLC | 0.15 | 0.9 | ● |
| SHD0.16CBDLC | 0.16 | 0.9 | ● |
| SHD0.17CBDLC | 0.17 | 1 | ● |
| SHD0.18CBDLC | 0.18 | 1 | ● |
| SHD0.19CBDLC | 0.19 | 1 | ● |
| SHD0.2CBDLC | 0.2 | 1.2 | ● |
| SHD0.21CBDLC | 0.21 | 1.2 | ● |
| SHD0.22CBDLC | 0.22 | 1.2 | ● |
| SHD0.23CBDLC | 0.23 | 1.2 | ● |
| SHD0.24CBDLC | 0.24 | 1.2 | ● |
| SHD0.25CBDLC | 0.25 | 1.5 | ● |
| SHD0.26CBDLC | 0.26 | 1.5 | ● |
| SHD0.27CBDLC | 0.27 | 1.5 | ● |
| SHD0.28CBDLC | 0.28 | 1.5 | ● |
| SHD0.29CBDLC | 0.29 | 1.5 | ● |
| SHD0.3CBDLC | 0.3 | 1.8 | ● |
| SHD0.31CBDLC | 0.31 | 1.8 | □ |
| SHD0.32CBDLC | 0.32 | 1.8 | □ |
| SHD0.33CBDLC | 0.33 | 1.8 | □ |
| SHD0.34CBDLC | 0.34 | 1.8 | □ |
| SHD0.35CBDLC | 0.35 | 2.1 | ● |
| SHD0.36CBDLC | 0.36 | 2.1 | □ |
| SHD0.37CBDLC | 0.37 | 2.1 | □ |
| SHD0.38CBDLC | 0.38 | 2.1 | □ |
| SHD0.39CBDLC | 0.39 | 2.1 | □ |
| SHD0.4CBDLC | 0.4 | 2.4 | ● |
| SHD0.41CBDLC | 0.41 | 2.4 | □ |
| SHD0.42CBDLC | 0.42 | 2.4 | □ |
| VAN Code No. | 直径 φD |
有効溝長 FL |
在庫 Stock |
|---|---|---|---|
| SHD0.43CBDLC | 0.43 | 2.4 | □ |
| SHD0.44CBDLC | 0.44 | 2.4 | □ |
| SHD0.45CBDLC | 0.45 | 2.7 | ● |
| SHD0.46CBDLC | 0.46 | 2.7 | □ |
| SHD0.47CBDLC | 0.47 | 2.7 | □ |
| SHD0.48CBDLC | 0.48 | 2.7 | □ |
| SHD0.49CBDLC | 0.49 | 2.7 | □ |
| SHD0.5CBDLC | 0.5 | 3 | ● |
| SHD0.6CBDLC | 0.6 | 3.6 | ● |
| SHD0.7CBDLC | 0.7 | 4.2 | ● |
| SHD0.8CBDLC | 0.8 | 4.8 | ● |
| SHD0.9CBDLC | 0.9 | 5.4 | ● |
| SHD1.0CBDLC | 1 | 6 | ● |
| SHD1.1CBDLC | 1.1 | 6.6 | ● |
| SHD1.2CBDLC | 1.2 | 7.2 | ● |
| SHD1.3CBDLC | 1.3 | 7.8 | ● |
| SHD1.4CBDLC | 1.4 | 8.4 | ● |
| SHD1.5CBDLC | 1.5 | 9 | ● |
| SHD1.6CBDLC | 1.6 | 9.6 | ● |
| SHD1.7CBDLC | 1.7 | 10.2 | ● |
| SHD1.8CBDLC | 1.8 | 10.8 | ● |
| SHD1.9CBDLC | 1.9 | 11.4 | ● |
| SHD2.0CBDLC | 2 | 12 | ● |
| SHD2.1CBDLC | 2.1 | 12 | ● |
| SHD2.2CBDLC | 2.2 | 13.2 | ● |
| SHD2.3CBDLC | 2.3 | 13.2 | ● |
| SHD2.4CBDLC | 2.4 | 14.4 | ● |
| SHD2.5CBDLC | 2.5 | 14.4 | ● |
| SHD2.6CBDLC | 2.6 | 15.6 | ● |
| SHD2.7CBDLC | 2.7 | 15.6 | ● |
| SHD2.8CBDLC | 2.8 | 16.8 | ● |
| SHD2.9CBDLC | 2.9 | 16.8 | ● |
| SHD3.0CBDLC | 3 | 16.8 | ● |
Stock ● … 標準在庫品 Stock □…特定商社在庫品
◎…最適 ○…適 △…可 無印…不可
| 製品区分 | 軟鋼 | 炭素鋼 | 合金鋼 | 調質鋼 | 工具鋼 | 焼入れ鋼 | ステンレス鋼 | |
|---|---|---|---|---|---|---|---|---|
| SS | S45C | SCM SCR |
SKD SKS |
~40 HRC |
~45 HRC |
45~ HRC |
SUS | |
| SHD-CB | ◎ | ○ | △ | △ | ||||
| SHD-CBDLC | ||||||||
| 製品区分 | 鋳鉄 | タグタイル鋳鉄 | チタン合金 | アルミ合金 | 銅 | プラスチック | セラミックetc. | |
|---|---|---|---|---|---|---|---|---|
| FC | FDC | AI | Cu | マシナブル | ジルコニアガラス | |||
| SHD-CB | ○ | ○ | ◎ | ◎ | ||||
| SHD-CBDLC | ○ | ◎ | ◎ | ◎ | ||||
| ねじれ半月ドリル切削条件表 | ||||||||
|---|---|---|---|---|---|---|---|---|
| 被削材 | アルミ合金 | 銅合金 | プラスチック | 軟鋼 | ||||
| 切削速度 | 20~200 m/min | 20~150 m/min | 20~150 m/min | 10~50 m/min | ||||
| 工具径 mm |
回転数 min-¹ |
送り量 mm/rev |
回転数 min-¹ |
送り量 mm/rev |
回転数※1 min-¹ |
送り量 mm/rev |
回転数 min-¹ |
送り量 mm/rev |
| 0.1 | 20000−50000 | 0.001−0.005 | 20000−50000 | 0.001−0.003 | 20000−50000 | 0.001−0.005 | 20000−50000 | 0.001−0.002 |
| 0.5 | 13000−50000 | 0.005−0.02 | 13000−50000 | 0.005−0.01 | 13000−50000 | 0.005−0.02 | 6000−32000 | 0.002−0.004 |
| 1 | 6000−50000 | 0.001−0.04 | 6000−48000 | 0.01−0.002 | 6000−48000 | 0.01−0.04 | 3000−16000 | 0.004−0.008 |
| 2 | 3000−32000 | 0.02−0.08 | 3000−24000 | 0.02−0.04 | 3000−24000 | 0.002−0.008 | 2000−8000 | 0.008−0.016 |
| 3 | 2000−21000 | 0.03−0.12 | 2000−16000 | 0.03−0.06 | 2000−16000 | 0.03−0.012 | 1000−5000 | 0.01−0.024 |
![]()





{kind=link}
{kind=link}