- 焼き入れ後の鋼・ダイス鋼、コバール、ハステロイ等
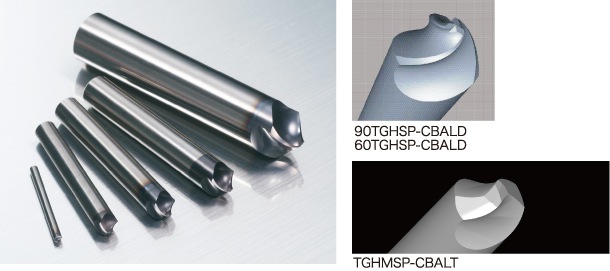
- 強ねじれ形状により、最高の面粗度を達成
- 従来と比較にならない性能を発揮
- 3枚刃と長い切れ刃により驚異的な寿命
トグロン®ハード SPのカタログはこちら
![]()
トグロン®ハード SPのカタログはこちら
| 製品区分 | 画像 | 面取角度 | 材質 | 表面処理 | 特徴 | 刃数 | 回転方向 |
|---|---|---|---|---|---|---|---|
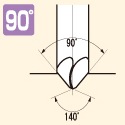
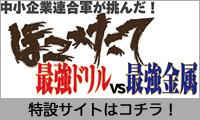
| 90tghsp-cbald |  |
 |
 |
 |
 |
 |
 |
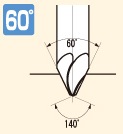
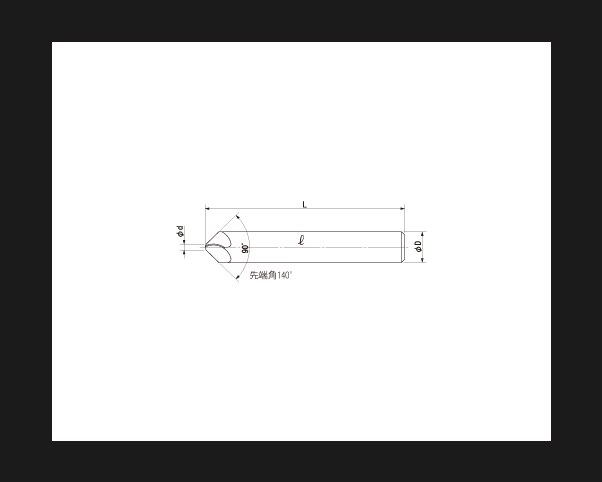
| 60tghsp-cbald |  |
 |
|
|
|
|
|
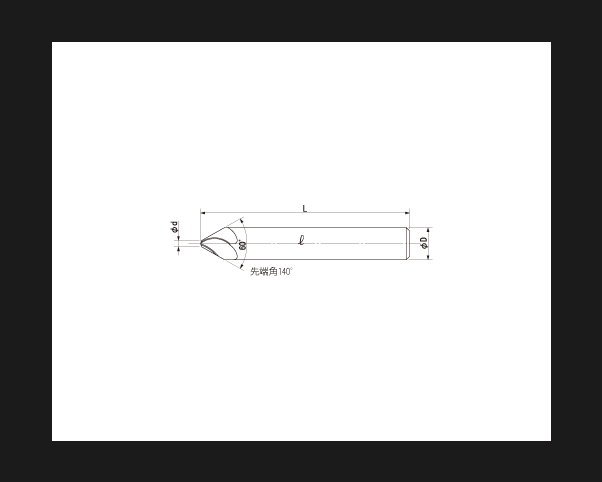
| tghmsp-cbalt | |
|
 |
|
 |
|
|
| 90ltghsp-cbald | |
|
|
|
 |
|
|
穴面取り
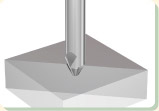
位置決め
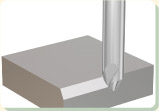
面取りミーリング
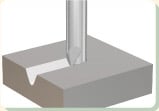
V溝ミーリング
単位/寸法:mm 価格:円
| VAN Code No. | 最大面取径 φd1 |
最小面取径 φd |
シャンク径 φD |
全長 L |
在庫 Stock |
|---|---|---|---|---|---|
| 90TGHSP1CBALD | 1 | 0.2 | 3 | 40 | ● |
| 90TGHSP1.5CBALD | 1.5 | 0.3 | 3 | 40 | ● |
| 90TGHSP2CBALD | 2 | 0.4 | 3 | 40 | ● |
| 90TGHSP3CBALD | 0.6 | 3 | 40 | ● | |
| 90TGHSP4CBALD | 0.8 | 4 | 40 | ● | |
| 90TGHSP6CBALD | 1.2 | 6 | 50 | ● | |
| 90TGHSP8CBALD | 1.6 | 8 | 60 | ● | |
| 90TGHSP10CBALD | 2 | 10 | 70 | ● | |
| 90TGHSP12CBALD | 2.4 | 12 | 75 | ● | |
| 90TGHSP16CBALD | 3 | 16 | 80 | ● | |
| 90TGHSP20CBALD | 4 | 20 | 100 | ● |
Stock ● … 標準在庫品
単位/寸法:mm 価格:円
| VAN Code No. | 最大面取径 φd1 |
最小面取径 φd |
ジャンク径 φD |
全長 L |
在庫 Stock |
|---|---|---|---|---|---|
| 60TGHSP1CBALD | 1 | 0.2 | 3 | 40 | ● |
| 60TGHSP1.5CBALD | 1.5 | 0.3 | 3 | 40 | ● |
| 60TGHSP2CBALD | 2 | 0.4 | 3 | 40 | ● |
| 60TGHSP3CBALD | 0.6 | 3 | 40 | ● | |
| 60TGHSP4CBALD | 0.8 | 4 | 40 | ● | |
| 60TGHSP6CBALD | 1.2 | 6 | 50 | ● | |
| 60TGHSP8CBALD | 1.6 | 8 | 60 | ● | |
| 60TGHSP10CBALD | 2 | 10 | 70 | ● | |
| 60TGHSP12CBALD | 2.4 | 12 | 75 | ● | |
| 60TGHSP16CBALD | 3 | 16 | 80 | ● | |
| 60TGHSP20CBALD | 4 | 20 | 100 | ● |
Stock ● … 標準在庫品
◎…最適 ○…適 △…可 無印…不可
| 製品区分 | 軟鋼 | 炭素鋼 | 合金鋼 | 調質鋼 | 工具鋼 | 焼入れ鋼 | ステンレス鋼 | |
|---|---|---|---|---|---|---|---|---|
| SS | S45C | SCM SCR |
SKD SKS |
~40 HRC |
~45 HRC |
45~ HRC |
SUS | |
| TGHSP-CBALD | △ | ○ | ○ | ◎ | ||||
| 製品区分 | 鋳鉄 | タグタイル鋳鉄 | チタン合金 | アルミ合金 | 銅 | プラスチック | セラミックetc. | |
|---|---|---|---|---|---|---|---|---|
| FC | FDC | AI | Cu | マシナブル | ジルコニアガラス | |||
| TGHSP-CBALD | △ | △ | ○ | |||||
単位/寸法:mm 価格:円
| VAN Code No. | 最小面取径 φd |
最大面取径 φD |
ルーマ長 ℓ1 |
在庫 Stock |
|---|---|---|---|---|
| TGHMSP0.1CBALT | 0.02 | 0.1 | 0.3 | ● |
| TGHMSP0.2CBALT | 0.04 | 0.2 | 0.6 | ● |
| TGHMSP0.3CBALT | 0.06 | 0.3 | 0.9 | ● |
| TGHMSP0.4CBALT | 0.08 | 0.4 | 1.2 | ● |
| TGHMSP0.5CBALT | 0.1 | 0.5 | 1.5 | ● |
| TGHMSP0.7CBALT | 0.14 | 0.7 | 2.1 | ● |
| TGHMSP1CBALT | 0.2 | 1 | 3 | ● |
| TGHMSP1.5CBALT | 0.3 | 1.5 | 4.5 | ● |

単位/寸法:mm 価格:円
| VAN Code No. | 最小面取径 φd |
シャンク径 φD |
全長 L |
在庫 Stock |
|
|---|---|---|---|---|---|
| 90LTGHSP3CBALD | 0.6 | 3 | 100 | ● | |
| 90LTGHSP4CBALD | 0.8 | 4 | 100 | ● | |
| 90LTGHSP6CBALD | 1.2 | 6 | 100 | ● | |
| 90LTGHSP8CBALD | 1.6 | 8 | 150 | ● | |
| 90LTGHSP10CBALD | 2 | 10 | 150 | ● | |
| 90LTGHSP12CBALD | 2.4 | 12 | 150 | ● |
Stock ● … 標準在庫品 Stock ●1 … 在庫予定品
◎…最適 ○…適 △…可 無印…不可
| 製品区分 | 軟鋼 | 炭素鋼 | 合金鋼 | 調質鋼 | 工具鋼 | 焼入れ鋼 | ステンレス鋼 | |
|---|---|---|---|---|---|---|---|---|
| SS | S45C | SCM SCR |
SKD SKS |
~40 HRC |
~45 HRC |
45~ HRC |
SUS | |
| TGHMSP-CBALT | △ | ○ | ○ | ◎ | ||||
| 製品区分 | 鋳鉄 | タグタイル鋳鉄 | チタン合金 | アルミ合金 | 銅 | プラスチック | セラミックetc. | |
|---|---|---|---|---|---|---|---|---|
| FC | FDC | AI | Cu | マシナブル | ジルコニアガラス | |||
| TGHMSP-CBALT | △ | △ | ○ | |||||
| トグロン®ハードSP切削条件表 | |||
|---|---|---|---|
| 被削材 | 焼入れ鋼(SKD, HSS)(50−60HRC) | ||
| 切削速度 | 20~40m/min | ||
| 最大面取り径 mm |
回転数 min−1 |
送り量(穴) mm/rev |
送り量(V溝) mm/rev |
| 3 | 2,100−4,200 | 0.02−0.06 | 0.03−0.08 |
| 4 | 1,600−3,200 | 0.02−0.06 | 0.03−0.08 |
| 6 | 1,100−2,100 | 0.02−0.06 | 0.05−0.1 |
| 8 | 800−1,600 | 0.03−0.08 | 0.1−0.2 |
| 10 | 600−1,300 | 0.05−0.13 | 0.2−0.3 |
| 12 | 500−1,100 | 0.1−0.2 | 0.2−0.5 |
| 16 | 400−800 | 0.1−0.2 | 0.3−0.6 |
| 20 | 300−600 | 0.1−0.2 | 0.3−0.6 |
| トグロン®ミニチュアハードSP切削条件表 | |||
|---|---|---|---|
| 被削材 | 焼入れ鋼(SKD, HSS)(50−60HRC) | ||
| 切削速度 | 10~30m/min | ||
| 最大面取り径 mm |
回転数 min−1 |
送り量(穴) mm/rev |
送り量(V溝) mm/rev |
| 0.3 | 10,600−31,800 | 0.002−0.01 | 0.003−0.012 |
| 0.5 | 6,400−19,000 | 0.005−0.015 | 0.01−0.02 |
| 1 | 3,200−9,500 | 0.01−0.03 | 0.02−0.04 |
| 1.5 | 2,100−6,400 | 0.02−0.04 | 0.03−0.05 |
![]()





{kind=link}
{kind=link}
{kind=link}