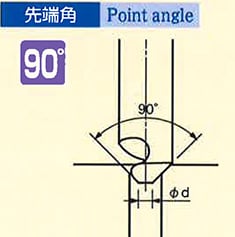
バリのない面取り加工を目指す

トグロンシャープシリーズの面取り専用モデル。 タップ加工後にネジを潰さずに穴面取りが可能。 再研磨可能。
![]()
トグロンシャープシリーズの面取り専用モデル。 タップ加工後にネジを潰さずに穴面取りが可能。 再研磨可能。
| 製品区分 | 画像 | 面取角度 | 材質 | 表面処理 | 特徴 | 刃数 | 回転方向 |
|---|---|---|---|---|---|---|---|
| 90tgsch-cb |  |
 |
 |
 |
 |
||
| 90tgsch-cbalt |  |
|
|
 |
|
|
|
| 90tgsch-cbdlc |  |
|
|
 |
|
|
|
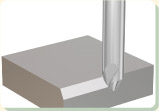
面取りミーリング
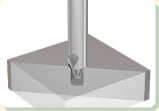
穴面取り

単位/寸法:mm 価格:円
| VAN Code No. | 最小面取径 φd |
最大面取径 φd1 |
シャンク径 φD |
全長 L |
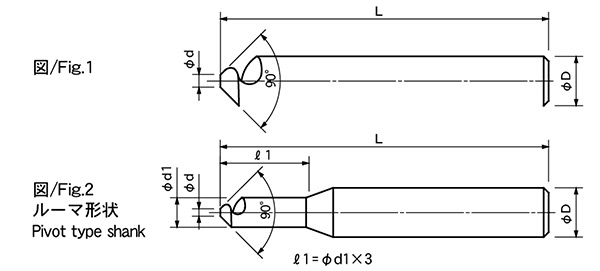
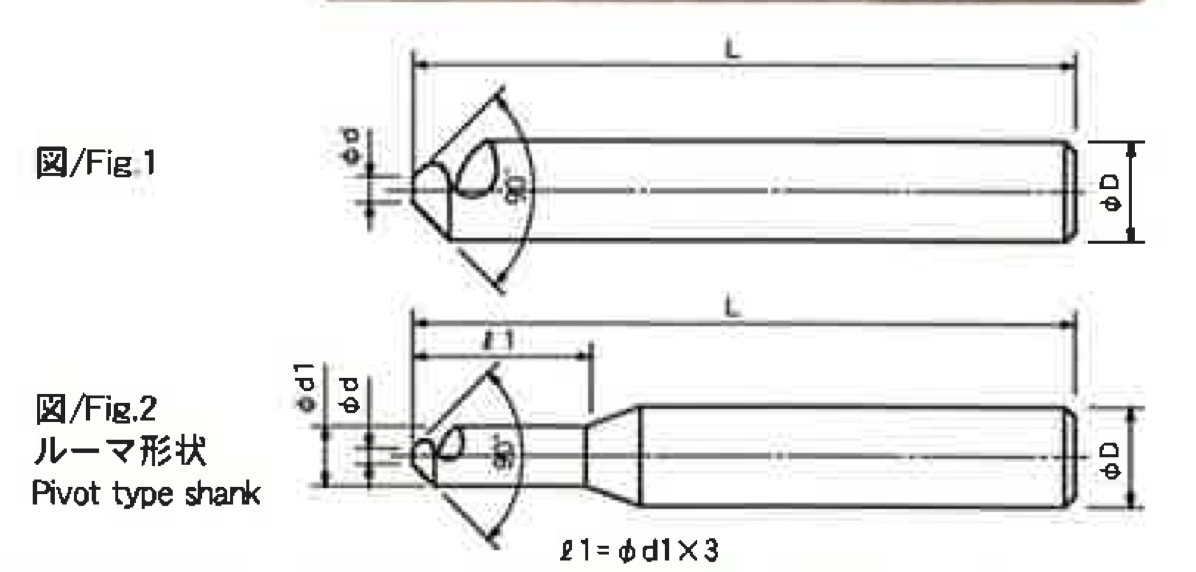
図 Fig. |
在庫 Stock |
参考価格 |
|---|---|---|---|---|---|---|---|
| 90TGSCH0.9CB | 0.3 | 0.9 | 3 | 40 | 2 | ● | ¥7,000 |
| 90TGSCH1.2CB | 0.4 | 1.2 | 3 | 40 | 2 | ● | ¥5,800 |
| 90TGSCH2CB | 0.6 | 2 | 3 | 40 | 2 | ● | ¥4,900 |
| 90TGSCH3CB | 0.8 | 3 | 40 | 1 | ● | ¥3,900 | |
| 90TGSCH4CB | 1.0 | 4 | 40 | 1 | ● | ¥4,700 | |
| 90TGSCH6CB | 1.5 | 6 | 50 | 1 | ● | ¥6,000 | |
| 90TGSCH8CB | 2.0 | 8 | 60 | 1 | ● | ¥8,400 | |
| 90TGSCH10CB | 2.5 | 10 | 70 | 1 | ● | ¥11,000 | |
| 90TGSCH12CB | 3.0 | 12 | 75 | 1 | ● | ¥15,500 | |
| 90TGSCH16CB | 4.0 | 16 | 80 | 1 | ● | ¥31,000 |
Stock ●・・・標準在庫品
単位/寸法:mm 価格:円
| VAN Code No. | 最小面取径 φd |
最大面取径 φd1 |
シャンク径 φD |
全長 L |
図 Fig. |
在庫 Stock |
参考価格 |
|---|---|---|---|---|---|---|---|
| 90TGSCH0.9CBALT | 0.3 | 0.9 | 3 | 40 | 2 | ● | ¥9,800 |
| 90TGSCH1.2CBALT | 0.4 | 1.2 | 3 | 40 | 2 | ● | ¥8,200 |
| 90TGSCH2CBALT | 0.6 | 2 | 3 | 40 | 2 | ● | ¥7,200 |
| 90TGSCH3CBALT | 0.8 | 3 | 40 | 1 | ● | ¥6,000 | |
| 90TGSCH4CBALT | 1.0 | 4 | 40 | 1 | ● | ¥6,600 | |
| 90TGSCH6CBALT | 1.5 | 6 | 50 | 1 | ● | ¥8,600 | |
| 90TGSCH8CBALT | 2.0 | 8 | 60 | 1 | ● | ¥12,500 | |
| 90TGSCH10CBALT | 2.5 | 10 | 70 | 1 | ● | ¥16,000 | |
| 90TGSCH12CBALT | 3.0 | 12 | 75 | 1 | ● | ¥22,000 | |
| 90TGSCH16CBALT | 4.0 | 16 | 80 | 1 | ● | ¥40,000 |
Stock ●・・・標準在庫品
単位/寸法:mm 価格:円
| VAN Code No. | 最小面取径 φd |
最大面取径 φd1 |
シャンク径 φD |
全長 L |
図 Fig. |
在庫 Stock |
参考価格 |
|---|---|---|---|---|---|---|---|
| 90TGSCH0.9CBDLC | 0.3 | 0.9 | 3 | 40 | 2 | ● | ¥12,500 |
| 90TGSCH1.2CBDLC | 0.4 | 1.2 | 3 | 40 | 2 | ● | ¥11,000 |
| 90TGSCH2CBDLC | 0.6 | 2 | 3 | 40 | 2 | ● | ¥9,800 |
| 90TGSCH3CBDLC | 0.8 | 3 | 40 | 1 | ● | ¥8,400 | |
| 90TGSCH4CBDLC | 1.0 | 4 | 40 | 1 | ● | ¥9,400 | |
| 90TGSCH6CBDLC | 1.5 | 6 | 50 | 1 | ● | ¥11,000 | |
| 90TGSCH8CBDLC | 2.0 | 8 | 60 | 1 | ● | ¥15,500 | |
| 90TGSCH10CBDLC | 2.5 | 10 | 70 | 1 | ● | ¥19,500 | |
| 90TGSCH12CBDLC | 3.0 | 12 | 75 | 1 | ● | ¥25,500 | |
| 90TGSCH16CBDLC | 4.0 | 16 | 80 | 1 | ● | ¥43,000 |
Stock ●・・・標準在庫品
| トグロン シャープチャンファー切削条件表 | |||
|---|---|---|---|
| 被削材 | アルミニウム(A5052) | ||
| 切削速度 | 100~200m/min | ||
| 最大面取径 mm |
回転数 min−1 |
送り量(面取り) mm/rev |
|
| 1.2 | 20,000 −50,000 | 0.004−0.002 | |
| 2 | 16,000 −32,000 | 0.006−0.04 | |
| 3 | 11,000−21,000 | 0.01−0.06 | |
| 4 | 8,000 −16,000 | 0.01−0.08 | |
| 6 | 5,000−11,000 | 0.02−0.1 | |
| 8 | 4,000 −8,000 | 0.02−0.12 | |
| 10 | 3,200−6,400 | 0.02−0.14 | |
| 12 | 2,700−5,300 | 0.02−0.16 | |
| 16 | 2,000−4,000 | 0.02−0.18 | |

![]()





{kind=link}
{kind=link}
{kind=link}